قطعات مربوط به کنترلر های sinumrik 840 D و درایور های مربوطه از جمله Simodrive 611 در ایران قابل دسترسی و تهیه میباشد و بزودی لیستی از آن در سایت ارائه میگردد
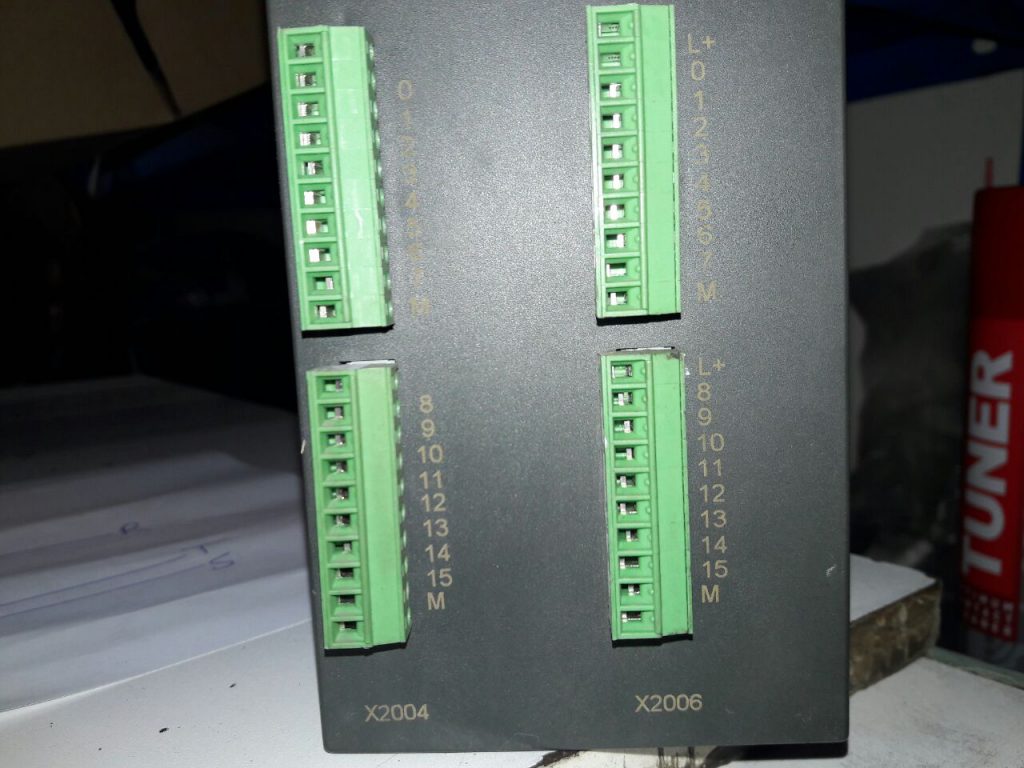
ورودی/خروجی 16 تایی جهت SINUMERIK 802C-base line
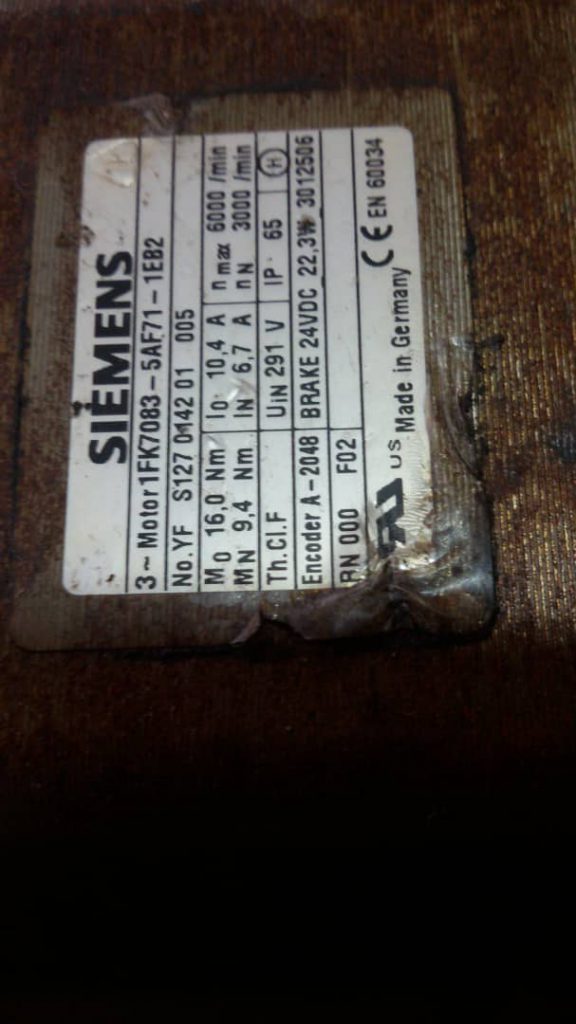
سرو موتور AC زیمنس به قدرت 16 نیوتن متر در 6000 دور بر دقیقه مخصوص محور با کد:1FK7083-5AF71-1EB2
ماشین آلات پانچ ورق از قبل از انقلاب وارد کشور شده اند و معروفترین سازند گان آن شرکت Strippit , Trumpf ,Amada , Raskin بوده اند در سالهای بعد از انقلاب سازندگان جدیدی از ترکیه و ایتالیا و آلمان وارد این عرصه شده اند که میتوان از Euramac , LVD, Boschert , Finnpower ,Durma , Baycal نام برد. ماشین آلات پانچ قدیمی فقط دارای دو محور بودند و ورق در دو جهت X,Y حرکت میکرد و کلاچ در نقطه مورد نظر عمل کرده و کلاچ ها عمدتا بصورت بادی هستند و تغییر نوع پانچ با تغییرابزار به صورت اتوماتیک انجام میگرفت. ماشین آلات جدید دارای محورهای اضافه نیز میباشند و می توان غیر از عمل پانچ ؛ اعمال دیگری (خم و….) نیز بر روی ورق انجام داد و مهم ترین محور اضافه ماشین آلات جدید ؛ محور Rotation -C-Axis میباشد ؛ که ابزار نصب شده در کلاچ میتواند تا 360 درجه چرخش داشته باشد و شکلهای مختلفی را بدون اینکه ؛ ابزار تعویض گردد بر روی ورق انجام داد. کنترلر CNC نصب شده بر روی ماشین آلات قدیمی از شرکتهای :
Fanuc,Siemens General Electric,Bosch بوده است . در صورتیکه بعضی ازسازندگان جدید (LVDT ,Euromac) از کنترلر های اختصاصی که بصورت PC-Base میباشد استفاده میکنند و این کنترلر ها جدید ماشینهابه نحوی طراحی و برنامه ریزی شده اند که افراد مجرب در کنترلر های CNC (بصورت عمومی) در تغییر پارامترها و تنظیمات اساسی این نوع کنترلر ها نمی توانند ایفا نقش نمایند و نیاز به آموزش اختصاصی شرکت دارند.
سایر ماشین آلات جدید از کنترلر های, Bosch Rexroth , Siemens , در ماشین خود استفاده کرده اند. ماشین آلات Trumpf و Amada در نزد صنعتگران ایرانی محبوبیت بیشتری دارند و افراد زیادی در تعمیرات و تهیه ابزار این ماشین آلات فعالیت دارند ؛ ابزار وارداتی در مقایسه با ابزار ساخت داخل کشور دارای قیمت بالایی میباشد ؛ که در زمینه فوق میتوانیم کلیه دارندگان ماشین آلات پانچ را راهنمایی نمائیم. با توجه به گران بودن ماشین در خارج از کشور ؛ صاحبان ماشین آلات پانچ تمایل به بازسازی و مدرن کردن ماشین خود پیدا کرده اند که در سالهای 88 الی 90دو دستگاه ماشین پانچ Trumpf توسط متخصصین این گروه بازسازی و مدرن گردیده است :
ابعاد قطعات برش شده جهت شوت شدن به پایین : 500 میلیمتر در 500 میلیمتر
سرعت
حداکثر سرعت حرکت محور Y برابر : 60 متر در دقیقه
حداکثر سرعت حرکت محور X برابر : 90 متر در دقیقه
حداکثر سرعت همزمان محورها : 108 متر بر دقیقه
حداکثر سرعت چرخش محور چرخشی: 60 متر در دقیقه
حداکثر تعداد ضربه : 600 ضربه در دقیقه
حداکثر سرعت برش : 20 متر در دقیقه
تعویض ابزار اتوماتیک
تعداد ابزار ها : 19 ابزار
زمان تعویض ابزار : 1.5-5 ثانیه
اتو ایندکس : تمام ایستگاهها
دقت
دقت ریل های محورها : 0.1+_ میلیمتر
دقت تکرار ریل ها محورها : 0.03+_ میلیمتر
نوع کنترلر CNC
SIEMENS SINUMERIK 840D
وزن:21تن
قدرت لیزر : 1.5کیلووات؛ 2.2 کیلووات ؛ 2.6 کیلووات
نوع رزوناتور : گاز CO2 فرکانس بالا مدل TLF1500 توربو/TLF2200 توربو/ TLF2600 توربو
مشخصات ماشین TC5000R
دامنه حرکت محورها : X برابر2500میلیمتر Yبرابر 1250 میلیمتر مشخصات نوع ورق: حداکثر قدرت موردنیاز پانچ : 220 کیلونیوتن حداکثر ضخامت ورق جهت پانچ : 8 میایمتر حداکثر وزن ورق جهت پانچ : 200 کیلوگرم حداکثر قطر برای پانچ دایره ای : 76.2 میلیمتر ابعاد قطعات برش شده جهت شوت شدن به پایین : 500 میلیمتر در 500 میلیمتر سرعت حداکثر سرعت حرکت محور Y برابر : 60 متر در دقیقه حداکثر سرعت حرکت محور X برابر : 100 متر در دقیقه حداکثر سرعت همزمان محورها : 108 متر بر دقیقه حداکثر سرعت چرخش محور چرخشی: 330 درجه در ثانیه نوع درایور محورها موتورهای AC جهت محورهای X.Y.C نوع هد پانچ : هیدرولیکی دقت دقت ریل های محورها : 0.1+_ میلیمتر دقت تکرار ریل ها محورها : 0.03+_ میلیمتر تعویض ابزار اتوماتیک خطی تعداد ابزار ها : 18 ابزار با دو کلمپ تعداد ابزارها اگر از مولتی تول استفاده شود 18-108 با دو کلمپ زمان تعویض ابزار : 1.5-5 ثانیه نوع کنترل : SIEMENS SINUMERIK 840D قدرت الکتریکی و هوای فشرده مورد نیاز برق : 17 KVA باد : لیتر در دقیقه با فشار 7 بار فضای مورد نیاز :44 مترمربع ارتفاع :2.2 وزن:13تن
همکاران این شرکت برای اولین بار در سال 1369 ؛ هنگامیکه در شرکتهای پارس میل لنگ تاکستان (میل لنگ پیکان) و مارلیک سان قزوین (تولید میل بادامک پیکان ) همکاری میکردند
با کنترلر های PLC ساخت شرکت ALLEN-BRADELY آشنا شدند. و از آن هنگام در صنایع مختلف با انواع PLC سر وکار داشته اند.
معروف ترین و عمومی ترین PLC در دهه 70 ؛ PLC های ساخت شرکت زیمنس خانواده S5 بوده است ؛ که دارای مدل های مختلف : خانواده S5-100
, S5-115 , S5-135 ,… در صنعت ایران بصورت وسیع بکار رفته است.
PLCهای دیگری نیز در دهه 1370 در صنایع ایران بکار رفته اند عبارتند از :
TELE MECANIQUE
,OMRON,MITSUBISHI
, ALLEN BRADELY, TOSHIBA
بعلت مشکلات اقتصادی و بالا بودن قیمت مارکهای اروپایی و ژاپنی از اواخر دهه هفتاد PLC های ساخت تایوان در ایران جای پا پیدا کردند و هم اینک PLC های ساخت شرکت FATEK بصورت وسیعی در صنایع بکار گرفته شده اند و در مراحل بعد PLC های ساخت شرکت DELTA در ایران بکار گرفته شده اند.
هم اینک همکاران این شرکت بسیاری از کارهای POSITION CONTROL را با استفاده از PLC ؛Encoder ,HMI انجام میدهند ؛ که پروژه ها هم با قیمت ارزانتر انجام میگیرد و هم نیازی به اپراتور مسلط به برنامه نویسی CNC نمی باشد.
از اواخر دهه هفتاد با اختراع شبکه های ارتباطی , ITERNET ,… PROFIBUS , FIELDBUS شرکتهای سازنده تغییراتی وسیعی در ساخت PLC بوجود آوردند و با پیشرفت علم سخت افزاری قیمت PLC در دهه هشتاد کاهش چشمگیری نسبت به دهه هفتاد داشته است.
در این مقطع شرکت زیمنس PLC های خانواده S7 را به صنعت معرفی کرده است و هم اینک S7-200 , S7-300 , S7-400 بصورت وسیعی در صنعت ایران بکار گرفته شده اند.
زبان برنامه نویسی CNC-SINUMERIK 802C-Base line: PLC همان S7-200 میباشد .
همکاران این شرکت قادر به اجرای پروژه های سفارشی شما با استفاده از:
PLC های زیمنس خانواده S5 ,S7
PLC های FATEK خانواده MN جهت POSITION CONTROL
PLC های میتسوبیشی
اگر نیاز به مدارک فنی جهت کنترلر CNC دارید این قسمت را
نرم افزار های ( METALIX (CNCKAD9.0 و TOP 300 با گسترش دانش نرم افزاری ؛ کار با ماشین های افزار بسیار راحت شده است و امکان اشتباه در برنامه G-CODE نویسی به حداقل رسیده است .نرم افزار (METALIX (CNCKAD9.0 کلیه ماشین آلات پانچ ؛برش لیزر ؛ خم کن پرس برک ؛ خم کن مفتول ؛ واتر جت و…ساخته شده توسط کلیه کمپانیهای ساخته شده در جهان رامیشناسداز جمله به ماشین آلات ذیل میتوان اشاره کرد که درایران ؛ تعدادی از این ماشین آلات در حال کار میباشند.
BYSTRONIC,DURMAZLAR,EUROMAC,
FINNPOWER,AMADA,BAYKAL,BOSCHERT
LVD,MAZAK,MITSUBISHI,NISSHINBO
PRIMA,PULLMAX,RAINER,RASKIN,SAMSUNG
STRIPPIT,TAILIFT,TOSHIBA,TRUMPF
برنامه عملیات بر روی فلز(ورق ؛لوله ؛مفتول ) توسط برنامه های AUTOCAD ,SOLID WORKS را طراحی نمائید و نوع عملیات (برش لیزر ؛ پانچ ؛ خم کن لوله ؛ واتر جت و….) را با انتخاب نوع ماشین در منو نرم افزار (METALIX(CNCKAD9.0 ادامه دهید .با کمی عملیات ساده ؛ فایل تکست G-CODE تولید میگردد و برنامه SIMULATION عملیات را میتوانید بر روی صفحه مونیتور ببینید.
با انتقال برنامه توسط اینترفیس و نرم افزار انتقال به ماشین؛ برنامه بدون کمترین اشتباهی در ماشین اجرا میگردد.
کلیه عملیات فوق را در یک روز بر روی کامپیوتر و دستگاه شما انجام میدهیم؛که شامل مراحل ذیل میباشد :
– نصب نرم افزار (METALIX(CNCKAD9.0 بر روی کامپیوتر شما که دارای سیستم عامل WINDOWS-XP باشد.
-آموزش کار با نرم افزار (METALIX(CNCKAD9.0 -نصب نرم افزار سیمکو و یا سایر نرم افزار های انتقال برنامه
بر روی کامپیوتر شما و ارتباط برقرار نمودن کنترلر CNC و کامپیوتر PC -انتقال برنامه G-CODE شده توسط نرم افزار
(METALIX(CNCKAD9.0 از کامپیوتر به ماشین CNC -اجرای برنامه توسط ماشین CNC لازم به تذکر است که توسط نرم افزار TOP 300 محصول شرکت TRUMPF نیز میتوان این عملیات را جهت ماشین آلات پانچ TRUMPF انجام داد .
جهت کنترلرهای قدیمی که فاقد پورت RS232 میباشند اینترفیس انتقال برنامه RS232-TTYجهت کنترلرهای قدیمی شما
(SIEMENS,BOSCH MICRO 5,….) را تهیه مینمائیم و در محل ماشین برنامه انتقال را تست مینمائیم و تحویل میدهیم.