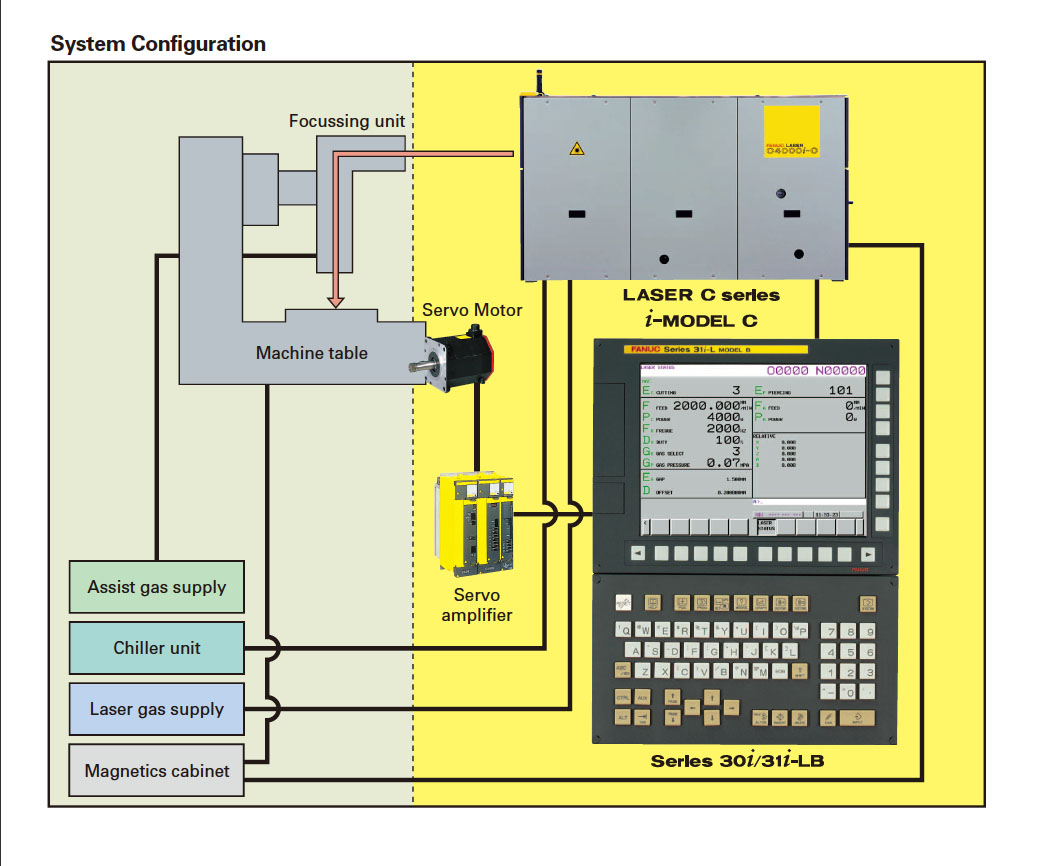
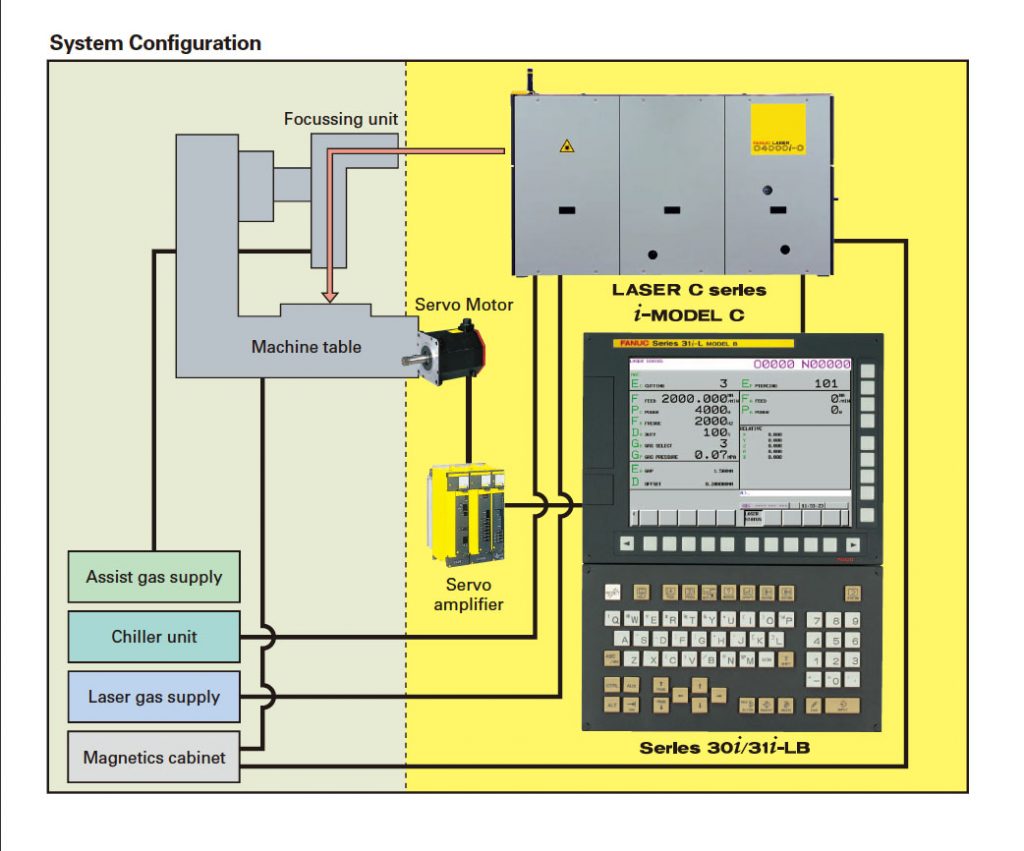
بلوک دیاگرام ماشینهای لیزر آمادا
مشخصات ماشین های لیزر : AMADA LC1212 ALPHA III-2KW
کورس حرکت محورها :1270 در1270 در300
حداکثر ابعاد ورق : 2540 در 1270
ضخامت ورق جهت برش :
-ورق فولاد : 12 میلیمتر
-ورق استیل : 10 میلیمتر (برش اکسیژن)
-ورق آلومینیوم : 4 میلیمتر (A5052 )
– حداکثر وزن ورق : 210 کیلوگرم
-حداکثر سرعت محورها : محورهای X,Y برابر 80 متر در دقیقه
محور Z برابر 60 متر در دقیقه
سرعت برش لیزر : 0-20 متر در دقیقه
تکرار تثبیت موقعیت : 0.005 +/-
سرو موتورهای AC
ابعاد شوت قطعه : 1270 در 550
گاز کمکی : 4 پورت ؛ 6 پورت انتخاب اتوماتیک
قدرت مورد نیاز : 35 کیلووات
هوای مورد نیاز : 250 لیتر در دقیقه( فشار 6 بار)
طول ماشین : 3123 میلیمتر
ارتفاع ماشین : 2275 میلیمتر
وزن ماشین : 4.9 تن
وسایل استاندارد :
سنسور محور Z
فوکوس NC
مشخصات اسیلاتور :
مدل : FANUC C-2000C
نوع: RF Discharge Excited Fast –Axial flow
قدرت : 2000 وات
ترکیب گاز لیزر:
CO2:HE2:N2: 5:40:55 / -2%
فشار گاز لیزر: هرکدام 1.75 bar لیتر در ساعت 10 لیتر در ساعت
مشخصات CNC :
مدل : FANUC FS-160I-L
مونیتور : LCD رنگی 9 اینچ
انتقال برنامه : RS232
مشخصات خنک کننده (CHILLER )
مدل : Tricool2152-50MS
نوع خنک کنندگی : هوا نصب شده در کف
نوع آب : سختی گرفته شده
قدرت مورد نیاز: 20 آمپر
ابعاد: 1520 در 620 در 1200
وزن : 390 کیلوگرم
مشخصات غبار جمع کن :
مدل: DCE Unicell C32-3K10
هوای مورد نیاز: 270 لیتر در دقیقه( فشار 7 بار)
وزن : 832 کیلوگرم
ابعاد : 1030 در 1630 در 330
قدرت فن موتور : 5.5 کیلو وات


مشخصات ماشین های لیزر : AMADA LC2415 ALPHA III-4KW
کورس حرکت محورها :20 25 در1550 در300
حداکثر ابعاد ورق : 5040 در 1550
ضخامت ورق جهت برش :
-ورق فولاد : 12 میلیمتر
-ورق استیل : 12 میلیمتر (برش اکسیژن)
-ورق استیل : 8 میلیمتر (برش تمیز)
-ورق آلومینیوم : 6 میلیمتر (A5052 )
– حداکثر وزن ورق : 330 کیلوگرم
-حداکثر سرعت محورها : محورهای X,Y برابر 80 متر در دقیقه
محور Z برابر 60 متر در دقیقه
سرعت برش لیزر : 0-20 متر در دقیقه
تکرار تثبیت موقعیت : 0.005 +/-
سرو موتورهای AC
ابعاد شوت قطعه : 1550 در 550
گاز کمکی : 3 پورت ؛ کنترل اتوماتیک
قدرت مورد نیاز : 55 کیلووات
هوای مورد نیاز : 850 لیتر در دقیقه( فشار 6 بار)
طول ماشین : 5700 میلیمتر
ارتفاع ماشین : 2275 میلیمتر
وزن ماشین : 6.4 تن
وسایل استاندارد :
سیستم رول ضدفرسایش
سنسور محور Z
فوکوس NC
مشخصات اسیلاتور :
مدل : FANUC AF-4000E
نوع:CO2 Laser RF Discharge Excited Fast –Axial flow
قدرت : 4000 وات
ترکیب گاز لیزر:
CO2:HE2:N2: 5:40:55 / -2%
ترکیب گاز لیزر: هرکدام 1.75 bar
فشار گاز لیزر: 20 لیتر در ساعت
مشخصات CNC :
مدل : FANUC FS-160I-L
مونیتور : LCD رنگی 9 اینچ
انتقال برنامه : RS232
مشخصات خنک کننده (CHILLER )
مدل : Tricool 21series S2/120
نوع خنک کنندگی : هوا نصب شده در کف
نوع آب : سختی گرفته شده
قدرت مورد نیاز: 25 کیلووات
ابعاد: 1750 در 800 در 1750
وزن : 700 کیلوگرم
مشخصات غبار جمع کن :
مدل: Torit DFORo 4
هوای مورد نیاز: 1800 مترمکعب در ساعت
وزن : 730 کیلوگرم
ابعاد : 1390 در 1500 در 2295
قدرت فن موتور : 3 کیلو وات

مشخصات ماشین های لیزر : AMADA LCE645 750W
حداکثر ابعاد ورق : 2000 در 4000 با جابجائی (REPOSITION )
قدرت :W 750
مشخصات CNC :
مدل : FANUC OL
کورس حرکت محورها :1270 در1000 در110
-حداکثر سرعت محورها : محورهای X,Y برابر 24 متر در دقیقه
سرعت برش لیزر : 0-12 متر در دقیقه
ضخامت ورق جهت برش :
-ورق فولاد : 3 میلیمتر
طول ماشین : 5980 میلیمتر
ارتفاع ماشین : 2045 میلیمتر
عرض ماشین : 2750 میلیمتر
وزن ماشین : 5 تن

مشخصات ماشین های لیزر : AMADA LC3015 NTX I-4KW
با سیستم اتوماتیک ورق گذاری:AS LUL300
کورس حرکت محورها : 3100 در 1550 در 120
حداکثر ابعاد ورق : 5040 در 1550
ضخامت ورق جهت برش :
-ورق فولاد : 20 میلیمتر
-ورق استیل : 16 میلیمتر (برش اکسیژن)
-ورق استیل : 12 میلیمتر (برش تمیز)
-ورق آلومینیوم : 10 میلیمتر (A5052 )
– حداکثر وزن ورق : 690 کیلوگرم
-حداکثر سرعت محورها : محورهای X,Y برابر 120 متر در دقیقه
محور Z برابر 25 متر در دقیقه
سرعت برش لیزر : 0-30 متر در دقیقه
تکرار تثبیت موقعیت : 0.01 +/-
سرو موتورهای AC
گاز کمکی : 3 نوع کنترل اتوماتیک
قدرت مورد نیاز : 65 کیلووات
هوای مورد نیاز : ( فشار 5 بار)
طول ماشین : 10100 میلیمتر
ارتفاع ماشین : 2100 میلیمتر
وزن ماشین : 11.7 تن
وسایل استاندارد :
برش تمیز
برش آلومینیوم
صفحه پانل لمسی با محیط ویندوز جهت فوکوس NC
کنترل گاز توسط NC
تثبیت کننده اشعه
بهینه ساز اشعه
مشخصات اسیلاتور :
مدل : MITSUBISHI 3-AXIS cross-flow silent
Discharge excitation method
قدرت : 4000 وات
ترکیب گاز لیزر:
CO2:CO: N2: HE2: 8:4:60:28 / -5%
ترکیب گاز لیزر: هرکدام 1.75 bar
مصرف گاز لیزر: 3 لیتر در ساعت
مشخصات CNC :
مدل : PC-WINDOWS BASE CONTROL
مونیتور : TFT رنگی 10.4 اینچ ؛لمسی
انتقال برنامه : شبکه
مشخصات خنک کننده (CHILLER )
مدل : Riedel Series 1001
نوع خنک کنندگی : هوا نصب شده در کف
نوع آب : سختی گرفته شده
قدرت مورد نیاز: 35 کیلووات
ابعاد: 2930 در 1285 در 2070
وزن : 1160 کیلوگرم
مشخصات غبار جمع کن :
مدل: Torit DFORO 4
هوای مورد نیاز:
وزن : 1250 کیلوگرم
ابعاد : 1115 در 1513 در 3206
قدرت فن موتور : 7.5 کیلو وات